A portolást sokan egyszerű faragásnak képzelik, vagy átesve a szívócsatorna túloldalára varázserőt tulajdonítanak neki. Az igazság valahol félúton van, de szó sincs mágiáról. Nem megoldás mindenre, de ha valaki többet hozna ki egy belső égésű motorból, előbb utóbb bele fog botlani ebbe a kifejezésbe.

A portolás elméleti alapjait Daniel Bernoulli holland-svájci matematikus és természettudós munkássága szolgáltatja. Az általa megalkotott egyenletek leírják, hogy áramló közegben egy áramvonal mentén a különböző energia-összetevők összege állandó. Összenyomható és összenyomhatatlan közegre is alkalmazható, és magyarra lefordítva a nyomás és az áramlási sebesség összefüggését írja le egy csőben áramló közegre.
Ha a nyomáskülönbség munkáját akarjuk felírni akkor így néz ki:
F1 * s1 - F2 * s2= p1 * A1 * v1 * ∆t - p2 * A2 * v2 *∆t
F: erő, s: elmozdulás, p: nyomás, A: keresztmetszet, v: áramlási sebesség, t: idő
Az egyenlet alapján ha a keresztmetszetet állandónak vesszük, és a nyomást növeljük, az áramlási sebesség csökken, ha a nyomást csökkentjük az áramlási sebesség nő és vica versa. De hogyan változtassuk az áramlás sebességét? Növeljük vagy csökkentsük az áramlási keresztmetszetet! Nagyobb portátmérővel lassítom, kisebbel növelem a sebességet. Ahhoz, hogy ez igaz legyen, egyéb feltételeknek is meg kell felelni, de nagyon leegyszerűsítve erről van szó – ugyanúgy, mint amikor kifújod a levegőt: ha csücsörítve fújod a levegőt, akkor az a levegő nagy sebességgel áramolva elfújja az asztal közepén álló gyertyát a torta tetején, míg ha nagyra tátott szájjal teszed ezt, a két araszra lévő mécses lángja is épp csak megremeg.
Érdemes azt is tisztázni, hogy egyetlen közeg, köztük a levegő sem kedveli a hirtelen irányváltásokat, éleket, sarkokat az áramlásban, mert azoknak következtében sebességet és energiát veszít, amit nehéz visszanyerni. Ahhoz, hogy végre körvonalazódjon, mit is szeretnénk elérni a portolással azt is tisztáznunk kell, hogy mit is jelent ez egy motorra nézve.
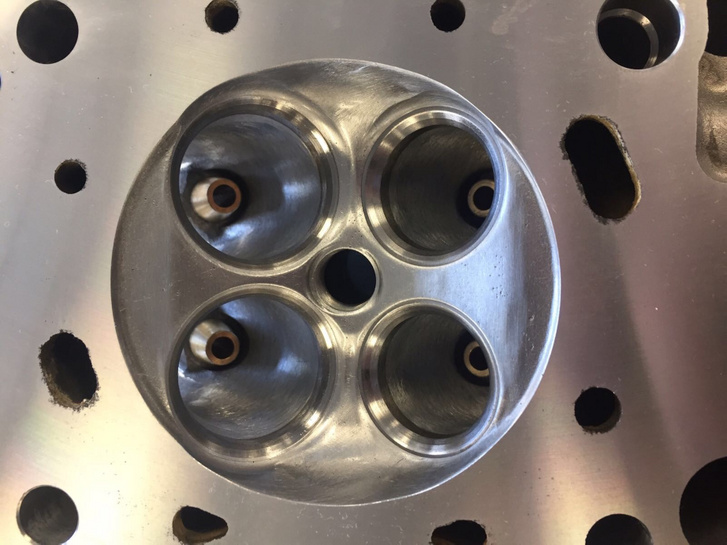
A négyütemű motorok esetében a hengerfej az a rész, ami leginkább felel a karakterisztikáért és a teljesítményért. A motorblokk alapelrendezése a bázis, és a hengerfej fogja meghatározni a görbék futását és magasságát, amikor végelszámolásra (teljesítménymérésre) kerül a sor. Minden egyéb csak támogató csontváz az izomzathoz. Ahhoz, hogy innen tovább lehessen lépni, meg kell vizsgálni, hogy milyen a gyári felállás.

Először mérni kell. Erre vannak iparági standard mérőeszközök, úgynevezett áramlásmérők, idegen szóval a flow bench. A közegek mindig az alacsonyabb nyomás irányába áramlanak, ez alól a levegő sem kivétel. A mérőberendezésünk nem csinál mást, mint közeget mozgat a portban egy előre meghatározott nyomáskülönbség létrehozásával, miközben méri az így áthaladt térfogatáramot. Ha felütjük a netet, szinte mindenhol az angolszász mértékegységgel a CFM-el fogunk találkozni. Ez köbláb/perc. A tesztet a mérőeszköz méréshatárán belül bármilyen nyomáskülönbségnél végezhetnénk, de az elterjedt mérési tartományok a 10, 25 és 28 col vízoszlop magasságának megfelelő nyomás. Ha kellően kifolyt az agyunk egy olyan mértékegység-rendszertől, ami a kolonizált országok számát osztja az elfogyasztott csésze teákkal alapegységként, akkor át is válthatjuk valami európaibbra. Az 1 CFM nagyjából 0,47 liter/másodpercnek felel meg, és a fent említett 28 bármi pedig nagyjából 70 millibar. Egyazon port méréséhez illik standardizált felszereléseket használni, ami alatt ugyanazt a szívósort, egyazon hengerpalást utánzatot vagy éppen megegyező kipufogó oldali leömlőket értek. Így a változónk valóban a port alakja lesz, és nem a változó mérési környezet.
Ezek után nincs más dolgunk, mint az általunk választott szelepnyitásnál (vagy kétütemű motor esetében főtengelyszögnél) mérési sorozatot végezni, a kisebbtől a nagyobb nyitási szög felé haladva. Miután mértünk, jöhet a kiértékelés. A port hatékonyságának mutatója lehet például, hogy egy adott szelepnyitási értéknél hány százalékát tudja egy standard értéknek, vagy éppen felállíthatunk egy arányt a szelepméret és térfogatáram között. Ezekkel a kezünkben már lesz alapértékünk bármilyen változás lekövetésére és a hatékonyságának megindoklására vagy épp cáfolására.
A lényeg, hogy az áramlásmérő csak egy eszköz, ugyanúgy, mint a mérőpad. Mér, kvantitatív értékeket ad a kezünkbe, de nem mondja el, hogyan értelmezzük azokat. Nem hoz döntéseket, és Dremelt vagy öttengelyes CNC marót sem vesz a kezei közé, és csinálja meg helyettünk a munkát.
Akkor mégis mire jó?
Amikor van rengeteg változónk, ad hozzá még egy adaggal – ha nem tudod merre van az előre, könnyű elveszni köztük. Mi lenne mégis az rettenetes méretű változó halmaz, amihez képest az áramlás mérőn kapott érték eltörpül? A teljesség igénye nélkül: a hengerfal és szelep távolsága, a szelepek méretének százalékos értéke a furathoz képest, a port átlag áramlási sebessége, a port maximális áramlási sebessége, a szívócsatorna és hengerűrtartalom hányadosa, a port alakja, a motor által megkövetelt légszállítás, az égéstér kialakítása és a legfontosabb: a felhasználás módja.
Amennyiben már tisztában vagyunk a felhasználás módjával, matematikai úton meg lehet határozni a szükséges térfogatáramot, hogy elérjük a kívánt teljesítményszintet – itt jön képbe a töltési fok fogalma, ami azt írja le, hogy az elméleti maximumhoz képest mennyi friss töltetet sikerül a motorba imádkozni, ugyanis a teljesítményt leginkább az határozza meg, mennyi benzint és levegőt tudunk egyszerre elégetni. Tehát meg kell határozni, hogy milyen fordulatszámon legyen a legjobb a motor, és ha megvan a cél, nekiláthatunk a megvalósításnak.

A legtöbb portolás nem áll másból, mint a közeg útjának egyengetéséből. Egy átlagos felhasználói csoportnak ez a kis törődés már értékelhető pluszt ad. Egy jól eltalált szelepvezető körüli formázás a megfelelő szelepülék-kiképzéssel és a kettő közti átmenettel tudja a legtöbbet adni akár rossz, akár jó irányba. Az egyik legnagyobb áramlási veszteség ugyanis itt lép fel.
Nagyon sok szó esik manapság a CNC-portolt hengerfejekről, esetleg hengerekről. Azonban azt meg kell érteni, hogy a gép sem tudja magától, honnan vegyen le anyagot, vagy micsoda perverzió, tegyen vissza oda, ahonnan hiányzik. A gépi megmunkált darabok is nagy valószínűséggel szorgos kézzel portolt darabok digitalizálásából születtek eleinte. A gép előnye a sebesség és az ismételhetőség, ezzel is gyorsítva a megfordulási időt, hiszen ha valami mégsem adta ki, akkor gyorsabban lehet korrigálni.

Azt hiszem látszik, hogy ebből a kis felszín kapargatásból is érezehető, hogy egy jól eltalált, versenyképes portolás, sok munkát, próbálkozást és újra próbálkozást kíván. Nem fogjuk egy szimpla kézi dremellel megváltani a világot, de próbálkozni ér.